
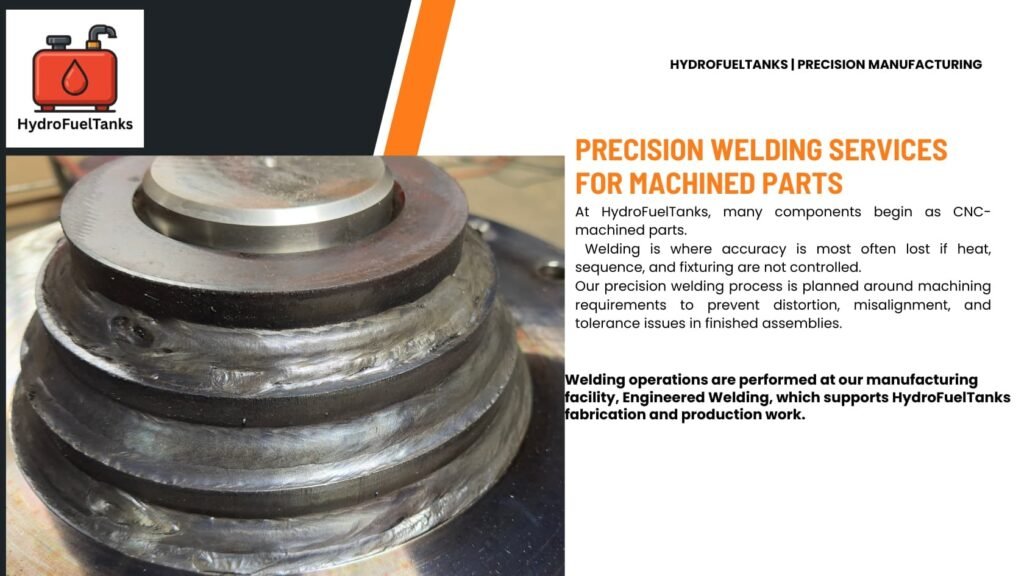
Precision Welding Services for Machined Components
Most of our work starts as CNC-machined components that already meet tolerance before welding.
The challenge isn’t machining — it’s keeping those tolerances intact once heat is introduced.
Precision welding is not about making a part look good.
It’s about controlling heat input, weld sequence, and restraint so machined features stay where they were designed to be.
We plan welding around the part’s critical dimensions, not the other way around.

Machined parts often check out perfectly before welding.
After welding, problems appear that weren’t visible earlier.
Heat causes material to move.
If weld sequence, fixture support, or restraint isn’t planned correctly, holes shift, faces lose flatness, and assemblies stop fitting.
These failures are usually blamed on machining — but the root cause is uncontrolled welding.
Welding should support machining, not fight it.
We identify critical features first: bores, faces, sealing surfaces, and alignment points.
Weld sequence, bead placement, and heat balance are then planned to protect those features.
When welding is planned this way, post-weld machining is reduced and part repeatability improves.

Our process is built around real machines, real tolerances, and real consequences when parts move out of spec.
We design and manufacture hydraulic tanks and welded assemblies with machining, welding, and service life considered from the start.
Decisions are made based on fit, function, and repeatability on the shop floor.
Problems are addressed during fabrication — not after parts fail in the field.
If you have a machined part that must be welded without losing tolerance, the conversation needs to start early.
Sharing machining drawings, critical dimensions, and service requirements upfront allows welding to be planned correctly.
This prevents distortion, rework, and scrap later in the process.
If welding is part of your assembly, it should be treated as a precision operation — not an afterthought.

Precision welding is welding performed after CNC machining where maintaining alignment, flatness, and tolerance is critical. The welding process is planned around machining requirements so finished parts still fit, seal, and function without rework.
Most failures happen due to uncontrolled heat input, poor weld sequence, or inadequate fixturing. These issues can cause distortion, holes to move out of location, faces to lose flatness, or assemblies to no longer fit—despite the machining being correct.
Yes, when welding is planned correctly. This includes controlling heat input, using proper fixturing, sequencing welds to balance stress, and accounting for distortion before welding begins—not trying to fix it afterward.
Yes. We regularly weld customer-supplied CNC-machined components. Parts are reviewed for material, joint design, tolerance sensitivity, and weld access before any welding begins.
Common materials include:
Mild steel
Carbon steel
Stainless steel
Structural steel components
Material thickness, joint type, and service conditions are reviewed before welding.
Yes. Fixturing is critical for precision welding. Parts are fixtured to control movement during welding and to maintain alignment, squareness, and flatness throughout the process.
Yes. Welding planned around machining requirements significantly reduces post-weld rework, secondary machining, and scrap caused by distortion or misalignment.
Not always. When welding is properly planned and controlled, many parts remain within tolerance and do not require post-weld machining. If post-weld machining is needed, it’s identified upfront.
You can submit drawings, tolerances, material specs, and photos for review. Parts are evaluated for weldability, distortion risk, and fit requirements before work begins.